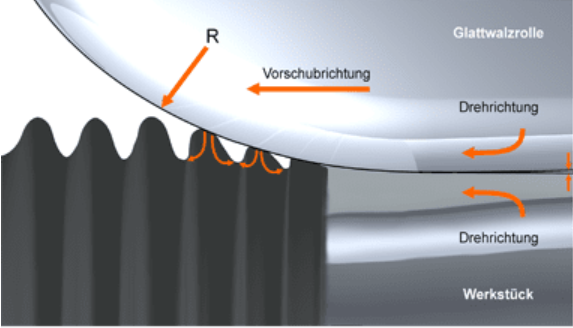
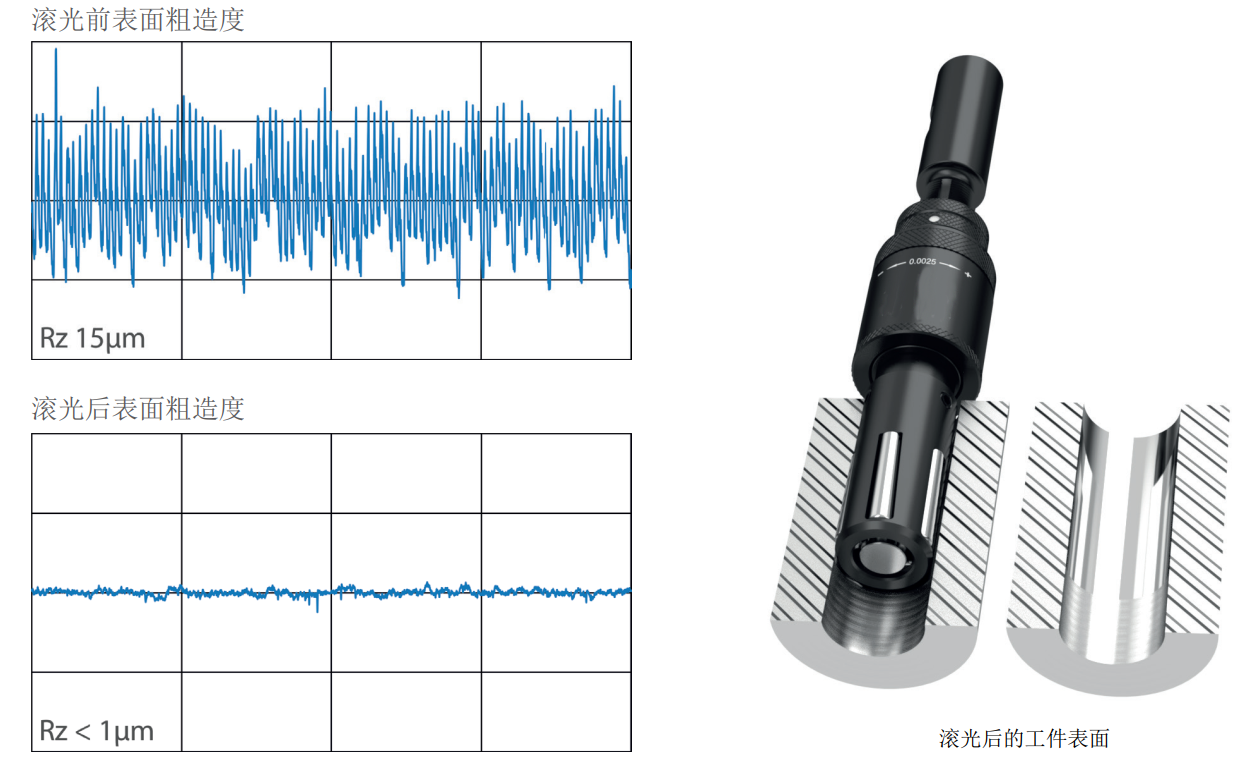
現代制造對滾光技術的需求: 現代生產對無可挑剔的工件表面的需求不斷增加。對更好的表面粗糙度和高接觸比的要求不斷提高,對刀具的開發提出了越來越困難的任務。此外,這個過程需要盡可能便宜和快速。滾輪拋光可以達到以前只有像珩磨這樣緩慢和污染的過程才能達到的效果。除此之外,滾筒拋光還呈現出其他不明顯的優點。 滾光-完美表面的創新之路 對整個加工過程的成功至關重要的是滾輪力和刀具或工件的周向速度等參數。如果你仔細觀察這個過程,你可能會得到這樣的印象,工件表面上的尖峰僅僅是被壓下來的——這是一種誤解。物料流動是滾輪拋光過程成功的關鍵。接觸區的壓應力高到足以超過材料的屈服強度,從而導致塑性變形。這迫使表面上的尖峰被向下推,垂直于表面,并引發物質流動,將物質提升到開放點。圖1將讓您了解該工藝在微觀尺度上是如何工作的,并可能幫助您了解基于工藝速度和滾筒力的最終結果有何不同。根據所使用的材料和所需的表面粗糙度,加工速度可能會有很大差異。圖2和3顯示了滾輪拋光前后圓柱形工件的表面粗糙度。
圖1
圖2和圖3 拋光及其優點 ?可實現的表面粗糙度Rz< 1μm ?適合快速,輕松和經濟高效的生產 ?只需要一個過程 ?高壽命的易損件 ?加工表面應變硬化,因此具有更高的耐磨性 ?非切割和安靜的過程 ?只需要一個工具 ?可用于幾乎所有的機器生產旋轉運動 ?很少需要任何潤滑劑/冷卻 ?可用于任何冷卻供應 ?改善摩擦學特性 ?提高疲勞強度 ?降低表面粗糙度高達70% 工件的準備 加工余量應等于拋光前工件的粗糙度。剩余的表面粗糙度將幾乎完全消失,尺寸將相應地縮小/增大。拋光過程之前的表面粗糙度通常在Rz = 5μm - 50μm左右,結果高度依賴于先前生產的表面粗糙度,因此您應該找到足夠快的處理時間來生產準備拋光的表面。不要把時間浪費在拋光過程本身就能輕易達到的表面上。圖2會給你一個拋光后剩余表面粗糙度的印象。很明顯,表面質量有了很大的改善,只剩下很小的缺陷。這些缺陷在大多數應用中是必要的,否則產生的表面會太光滑而不能使油膜粘住。 滾光-快速,成本效益高,用途廣泛 我們所有的工具都可以用于各種車削和銑床,以及生產中心和傳輸線。他們可以加工圓柱鉆孔,階梯和平面軸,平面以及錐形表面。 需要光滑表面的產品的幾個例子: 油泵及閥門 活塞棒 連桿 軸承的座位 軸 液壓缸 球關節 錐形席位 活塞 齒輪零件 離合器 |
 1355200039
1355200039  westec-sh
westec-sh 











 |關于我們|加入我們|International Inquiry|西鈦珂(上海)工業技術有限公司
( 滬ICP備12020441號-2 )
|關于我們|加入我們|International Inquiry|西鈦珂(上海)工業技術有限公司
( 滬ICP備12020441號-2 )
![]()
GMT+8, 2026-1-11 17:35 , Processed in 0.050031 second(s), 22 queries .
© 2012-2016 WESTEC (SHANGHAI)INDUSTRIAL TECH. CO.LTD., ALL RIGHTS RESERVED.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}